Lay Summary
Campylobacteriosis is one of the most common diseases in the world, and the main source of disease is eating chicken meat. This report summarises the results of surveys of food business operators from farms, slaughterhouses and retail on what measures they implement to reduce the levels of Campylobacter in chicken meat.
Questionnaires were used to note the opinions of these food industry businesses, with 2, 7 and 5 participants from farms, slaughterhouses and retailers, respectively. Their opinions are reported here without further checking them against scientific literature.
The food businesses reported that they are continuously improving their practices by trying new technologies and communicating and collaborating with others. Controlling Campylobacter levels in slaughterhouses and at retail is done through audits, routine testing, removing the chicken neck skin, maintaining refrigeration temperatures and being careful where the chicken is sourced from. We also saw a disconnect – farmers could not find effective ways to reduce Campylobacter in live birds, but slaughterhouse and retailer representatives thought the best controls should exist on farms.
We conclude that effective methods for controlling Campylobacter levels in chickens on farms need to be found. The impact of seasons and consumer behaviour on campylobacteriosis could be further studied and managed too. Collaboration across different sectors, and big and small businesses, should be encouraged to improve Campylobacter control efforts.
Executive Summary
Campylobacteriosis remains one of the most frequently reported foodborne illnesses globally, with commercial chicken meat identified as a major transmission vehicle for Campylobacter species. This study gathers insights from food business operators on the perceived effectiveness of current Campylobacter control measures at each stage of the supply chain.
A qualitative survey approach was followed, involving three tailored questionnaires targeting farms, slaughterhouses, and retailers, with 2, 7 and 5 participants, respectively. The survey captured the opinions of food business operators based on their operational practices, without independently verifying the efficacy of reported interventions.
It was evident throughout that industry stakeholders are continuously trying to improve standards across the supply chain, by trialling new protocols and technologies, and communicating and collaborating on a regular basis. Slaughterhouse operators and retailers reported proactive measures such as audits, sourcing policies, and routine testing, with interventions like neck skin removal and temperature control seen as effective. Findings also revealed a disconnect between sectors: farmers often viewed interventions as ineffective and expressed frustration over limited outcomes, while stakeholders downstream of farms emphasized the importance of farm-level controls.
Despite some progress, several knowledge gaps persist. These include uncertainties, as highlighted by the food business operators, around the effectiveness of farm-level interventions. Seasonal variation and consumer behaviour also remain critical but poorly understood factors. The study participants highlighted the need for improved communication across the supply chain, renewed collaboration—including smaller retailers and food service providers—and continued research to inform evidence-based policy and enhance Campylobacter control efforts.
1. Introduction
Campylobacteriosis is amongst the most frequently reported foodborne diseases worldwide including the UK. Whilst numerous potential vehicles for transmission of the Campylobacter pathogen exist, commercial chicken meat has been identified as one of the most important (FAO & WHO, 2024). This report is part of a Food Standards Agency (FSA) wider strategic assessment of Campylobacter interventions across all of broiler production – from primary production at farm, through to retail sale and consumer handling of commercial chicken.
Managing the risk from Campylobacter in poultry starts at primary production on farm to reduce dissemination downstream in the production chain (Agunos et al., 2014). The effectiveness of interventions during slaughter and processing is dependent upon the incoming flock prevalence and concentration of Campylobacter in the gastrointestinal tract and on the bird (FAO & WHO, 2024). Finally, good hygiene practices should be adopted and maintained by retailers, food handlers and consumers, with regards to the handling and storage of raw meat and meat products (Alter & Reich, 2021).
A survey of food business operators (FBOs) was conducted for information on interventions applied in the UK for poultry on farm, during slaughterhouse processing and at retail. This survey will help to inform FSA’s recommendations on interventions at different stages of broiler production in the food industry. It will also highlight any commonalities within and across food sectors in their approach to controlling Campylobacter during food production and sale.
2. Survey objective
The main objective of this survey was to gain an insight into what interventions FBOs believe are effective in reducing Campylobacter at each stage of the food chain. This was achieved via consultation in the form of a survey. Measures of effectiveness were the opinions of the FBOs, based on their current policies, procedures and practices. Data analysis involved collating and documenting the responses, opinions and information as provided by FBOs from the survey. The goal of this survey was to obtain the view of FBOs on interventions to control Campylobacter and therefore, no assessment to verify the efficacy of any interventions that were mentioned by the FBOs was undertaken.
3. Methodology
3.1. Methodology overview
A qualitative approach was best aligned with the objective of the survey because of the number of FBOs that were being consulted and the need to gain in-depth information on current practices. Three sets of industry-specific questionnaires on interventions to mitigate the risk from Campylobacter species (spp.) were created: one set for primary production on farms, one for slaughterhouse FBOs and one set for retailers.
3.2. Sampling recruitment
3.2.1. Farm recruitment
The British Poultry Council was contacted and provided email addresses for the two farm representatives who were willing to engage with the survey. The two farm representatives from different industrial companies collectively speak for a significant portion of the poultry farming industry, encompassing a wide range of farming systems such as Standard, Free Range, and Organic. The Animal and Plant Health Agency (APHA) provided a consensus from colleagues with expertise in avian pathology and veterinary medicine.
The final discussion relating to farms comprised of information from the 2 farm representatives and APHA. The sampling strategy detailed in Section 3.4 was implemented.
3.2.2. Slaughterhouse recruitment
The Veterinary Audit team at the FSA provided the contact details for the technical representatives at 21 poultry slaughterhouses operating in the UK. Of these 21 slaughterhouses, some were owned by the same company or FBO (i.e. the FBO operated several slaughterhouse sites). Slaughterhouses were contacted directly and asked to participate in the survey.
FSA data on poultry throughput for 2023 showed that there were:
-
55 slaughterhouses
-
owned by 48 FBOs
-
equating to a total poultry throughput of 965,668,834 carcasses.
The 7 slaughterhouses that participated in the survey contributed 215,877,025 to this figure, equating to 22% of the total throughput in UK poultry slaughterhouses. See Table 6 for details on the individual throughput of each slaughterhouse that participated.
3.2.3. Retail recruitment
We consulted the British Retail Consortium (BRC) on approaching retailers with regards to the survey. As a result, six retailers were contacted, with five agreeing to take part in the survey. According to Kantar Grocer Market Share Data, for the 12 weeks ending 29/12/2024, these five retailers had a combined grocery market share of 64.9%.
Table 1 presents a breakdown of the stakeholders who participated in the survey. FBOs were anonymised and assigned codes to help with data analysis.
3.3. Sampling strategy
After the recruitment process, all FBOs (farms, slaughterhouses and retailers) were sent an email that explained the purpose of the survey and participation information. A copy of this information is detailed in Appendix A. A link to the Microsoft Forms questionnaire was also sent on the email. Participants were given the choice of having an online meeting via Microsoft Teams to go through the survey questions in person, or to click on the link and complete the questionnaire themselves, opting out of a face-to-face discussion.
3.4. Data collection
The three sets of survey questionnaires were created in Microsoft Forms, one for farm representatives, one for slaughterhouses and one for retailers (Appendix A). A breakdown of how answers to the survey questionnaires were obtained from these stakeholders is detailed in Table 2 below.
Participants that opted for the online meeting consented to us transcribing the answers directly into the Microsoft Forms questionnaire on their behalf. A copy of the transcribed questionnaire was emailed to the participants afterwards, to verify that the transcription was an accurate reflection of the conversation that took place and as a copy for their records. All identifiable details for the FBOs were anonymised.
3.5. Data analysis
Data were analysed using the principles of thematic analysis. Sovacool et al., 2023 describe thematic analysis as qualitative method used to organise data into classifications and identify themes or patterns that relate to the research question. Thematic analysis thus refers to a process of careful reading and rereading of the material to recognise, refine and interpret recurring themes. This process encompasses the pinpointing, sharpening, recording, and/or evaluation of recurring themes, thus allowing the researcher to extract meaning from the data.
Braun and Clarke (2006) and King (2004) stated that thematic analysis is a useful method for examining the perspectives of different research participants, highlighting similarities and differences, and generating unanticipated insights. Thematic analysis also provides a structured approach to managing large volumes of qualitative data and summarising key features.
In this study, thematic analysis was used to identify themes from the responses. These themes were then used as subheadings in the Survey Findings section below.
4. Survey Findings
This section presents the key findings from the survey regarding interventions implemented by the UK industry to control Campylobacter. It highlights current practices, perceived effectiveness, and areas for improvement. The practices are discussed in subsections: interventions on the farm (4.1), in slaughterhouse (4.2) and at retail level (4.3).
4.1. Farm interventions
4.1.1. Interview with APHA
A scoping exercise was carried out with APHA colleagues prior to conversations with farm representatives. Outcomes of these discussions were included in the design of the survey questionnaires. This exercise highlighted that:
-
Some poultry producers do routinely test for Campylobacter species, such as C. jejuni. However, there is uncertainty regarding how this is done across the industry and how common it is. There is also no mandatory requirement to report results of on farm testing to APHA. Therefore, questions on testing for Campylobacter were included in our survey.
-
There are no known routine interventions to reduce contamination on farms. However, organic acids have been trialled to reduce intestinal carriage. Therefore, the use of other non-biosecurity methods was included in our survey.
4.1.2. Interviews with the farm industry
Farm representatives from two British Poultry Council organisations were asked a series of questions. The responses are discussed thematically below.
4.1.2.1. Biosecurity measures
The farm representatives highlighted that biosecurity measures are taken very seriously on farms to control avian influenza and Salmonella. However, there are no specific biosecurity measures for controlling Campylobacter. Biosecurity encompasses a range of standard farm practices:
-
Hand washing
-
Control of insects (e.g., litter beetle) and rodents
-
Changing footwear and outer clothing on entry and exit of farm
-
Reduced stocking density (reduce stress on birds)
-
Hygiene and cleaning protocols
-
Maintaining flock gut health
Common biosecurity measures
Representative 1 responded that the changing of footwear and outer clothing across a double barrier system on entering and leaving the farm and again on entering and leaving each bird space, is one of the most common biosecurity measures. This happens together with handwashing and sanitation in the middle of the double barrier on entry and exit. Another common measure is litter movement procedures to ensure correct use of the barrier system. Farms can also control insects, especially litter beetle, as well as prevent rodents coming into contact with flocks. Farms also concentrate on hygiene practices, which includes stringent water hygiene.
Representative 2 stated that reducing stocking density can reduce stress on birds by allowing them space to move freely. This in turn helps prevent bacterial infections by minimising the accumulation of bacteria in litter and reducing the spread of pathogens among birds. Meat is tested for Campylobacter before going to retail. The testing occurs at the processing plant and the samples are sent to accredited laboratories. If a farm has positive Campylobacter tests for three consecutive flock cycles, the farm will be placed on a retail exclusion list. This means birds from the implicated farm will not sell products to retailers. During this period, the farm will undergo a deep clean to thoroughly disinfect and sanitise the facilities. This process involves removing litter, cleaning surfaces, and applying disinfectants to eliminate any pathogens. The farm will have a 10-day turnaround period, which is the time allocated to complete the deep cleaning and allow the facilities to dry and be ready for the next flock. This turnaround time is crucial to ensure that the environment is safe and clean for the new birds, reducing the risk of infection and improving biosecurity.
Biosecurity is taken very seriously for avian influenza and Salmonella, both of which have been controlled in this way. However, biosecurity measures taken for these pathogens have had limited impact on reducing Campylobacter, according to representative 2.
The most effective biosecurity measure
Representative 1 responded that all biosecurity measures previously stated (changing footwear, hygiene practices, litter movement, separation between flock and pests) when used in combination are important. However, the measures alone are not controlling Campylobacter, and the situation is not fully understood.
No biosecurity measure implemented on farms effectively reduces Campylobacter according to representative 2. In the slaughterhouses they have a string of effective interventions, but not on the farm. Farms within the remit of representative 2 have a minimum downtime of 8 days between flocks in houses (i.e. at least 8 days between the last bird going out and the first bird going in, during which the house is empty). Shorter downtime means a greater likelihood of having Campylobacter. If a farm is placed on a retail exclusion list, due to positive Campylobacter tests for three consecutive flock cycles, operators will then increase the downtime to a minimum of 10 days which includes washing poultry houses. This involves a double disinfection, and formalin is used at the end.
Ensuring compliance with biosecurity
Representative 1 stated that biosecurity measures are variable between farms. and that the recent avian influenza risk has meant that many farms are following protocols rigidly. However, the practicality of [complying with] protocols at all times is a challenge. Instead, representative 1 said that information and experiences are used to educate staff on biosecurity measures. No specific details were provided on how compliance is monitored.
A barrier system was described by representative 2, which includes footwear changes. There are also cameras in a lot of their farms, to make staff more aware that practices are being monitored.
Foot dips were previously removed from their farms as representative 2 stated that they were advised Campylobacter grows in wet areas and the practice can cause splashing of water. However, removing the foot dip increased the prevalence of Salmonella, and so foot dips were reintroduced. Where farm specific barrier systems or procedures, such as night visits to sheds, do not require staff to change their boots, they will most likely dip them as this practice is ingrained.
Representative 2 stated that reintroduction of the foot dip has not shown any difference to Campylobacter levels, commenting that nothing they have done in 20 years has given a reduction. Additionally, some farms will never have a Campylobacter positive flock, whereas, for no obvious reason, other farms will continually have a Campylobacter positive flock. It seems to be quite regional sometimes, but again, all the regions in theory have the same biosecurity measures. The example given by representative 2 was that Scotland generally trends lower than the rest of the UK for Campylobacter. Staff have had specific Campylobacter awareness training; however, this training is not carried out on a routine basis.
Both representatives stated that corrective actions are taken if a biosecurity protocol is breached. Breaches are often detected during an audit or by area managers when on site. This can result in reminders to staff and re-education. If breaches are repeated, then staff contracts can be at risk. However, it was noted that farms do not like to be on exclusion lists, thus, biosecurity protocols are typically well adhered to.
Records of biosecurity interventions
Representative 1 stated that farms continually use the same biosecurity protocols. Representative 2 responded that biosecurity records are not routinely kept. However, farms are provided with their Campylobacter testing results and are aware of their levels.
Training for farm personnel
Representative 1 responded that biosecurity protocols are available to farm staff and training is routinely undertaken, which is reviewed as part of farm compliance during audits.
Representative 2 stated that biosecurity training is not specific to Campylobacter, unless the farm is on the exclusion list. They do generally have biosecurity reminders, especially when it is coming to avian influenza season. An outside third party has been doing general biosecurity training on farms under representative 2’s remit and has been received very well. The third party do ‘walk arounds’ on the farms with up to 10 farm managers and identify areas which can be improved.
4.1.2.2. Campylobacter testing on farms
Both representatives 1 and 2 stated that no testing is performed on farms. Representative 1 commented that they used to test, and have years’ worth of trends, but the testing did not show any prediction variables, other than season. Representative 2 stated that this includes veterinary checks for Campylobacter as well. There is an industry view that there is no point in testing. This is because it is likely that many farms will have Campylobacter; however, until there is a definitive way of knowing how to reduce it there is no point in testing. Testing will just add cost and time for the farmer.
Steps taken if a flock is positive for Campylobacter
Other than cleaning and hygiene measures, nothing is undertaken by representative 1. Currently their farms would not know if they were positive for Campylobacter, whereas previously they had tested. Representative 1 felt that there are no further effective measures that could be taken.
Representative 2 explained their cleaning protocol for Campylobacter-positive flocks. After three positive flocks, a farm will have to do a 10-day deep clean. The threshold for this intervention was set at three consecutive positive testing results, because this is an expensive and time-consuming process. The deep cleaning is conducted by a disinfectant company who will also audit the farm to make sure cleaning is to the required standard. The crucial part of the 10-day cleaning process is drying time - this ensures the poultry houses are dry before adding the disinfectant, avoiding a dilution effect.
Cleaning involves a detergent soak, followed by washing, possibly twice, and finally disinfection with a Defra-approved[1] disinfectant. After disinfection, a formalin spray is added at the end, followed by a 24-hour drying period to reduce the gas.
4.1.2.3. Transport of broilers
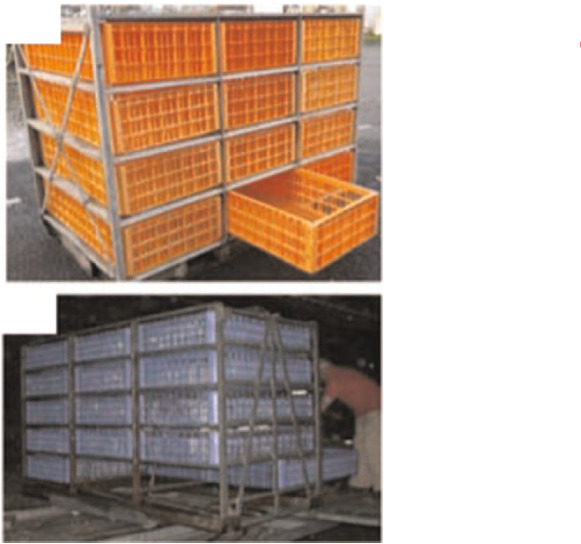
The EFSA Panel on Animal Health and Welfare et al. (2022) stated that there are three different systems established for the transportation of birds: (i) loose crate systems (ii) fixed cages on vehicles and (iii) modular systems – the most compatible with slaughterhouse automation processes. Figure 1 below is a representation of what this crate and module transport system typically looks like.
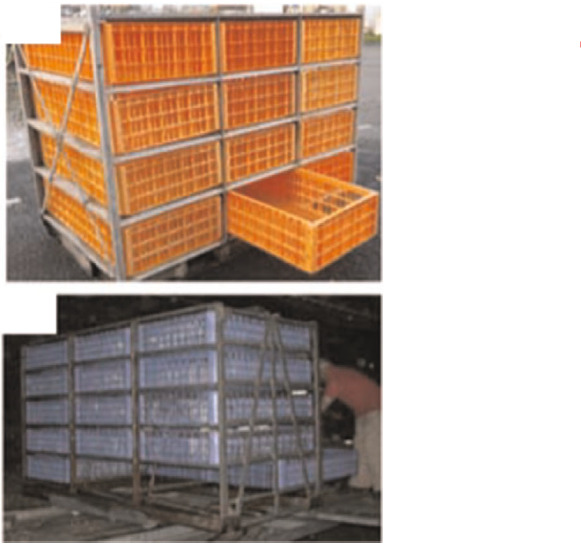
Practices to minimise contamination during transport
Both representatives 1 and 2 use module systems to transport broilers from the farm to slaughterhouses on lorries. Representative 1 stated that the lorries, crates and modules are cleaned and disinfected after every journey. Representative 2 have their own transport fleets and modules, so they own the lorries. They use contract catchers to gather birds for transport. The catchers have their own welfare and Campylobacter awareness training. There is no specific practice in place to reduce colonisation during transport, other than general biosecurity.
4.1.2.4. Other methods for controlling Campylobacter
Representative 1 commented that there is increasing evidence that even biosecurity does not directly impact Campylobacter prevalence. It does improve overall bird health which has an impact on whether there is growth of Campylobacter in the flock. No other interventions are known, though control of water hygiene and gut health has the benefit of reducing contamination. Similarly, representative 2 commented that anything that affects the gut stability [of the bird] is known to have an impact on Campylobacter levels (this can include but is not limited to inconsistency of feed due to underinvestment in feed mills, antibiotic use).
4.1.2.5. Future innovations for controlling Campylobacter
Vaccination and novel interventions to reduce Campylobacter
There are no vaccines available according to representative 1. Successful vaccines would be useful but remain difficult to achieve. Bacteriophages are also not legal to use. Competitive exclusion does not give reproducible benefits. Competitive exclusion is a specific type of probiotic strategy that involves the addition of a (non-pathogenic) bacterial culture to the intestinal tract of food animals to reduce colonisation or decrease populations of pathogenic bacteria in the gastrointestinal tract (Callaway et al., 2013).
Representative 2 stated that all their birds have competitive exclusion but that is for Salmonella. They use probiotics, which seem to effectively control other pathogens but, in their opinion, does not affect Campylobacter levels. They have tried different approaches over the last 20 years, including administering antibiotics; however, this was also unsuccessful. Representative 2 commented that biosecurity is breached as soon as the poultry house doors are opened and catchers are let in; hence, older birds are more likely to become colonised the longer they spend in that environment. This comment was based on representative 2’s experience that their younger birds are likely to have less Campylobacter as default as they have spent less time exposed to the environment.
On-farm trials
Representative 1 stated that many in-house trials, in combination with universities and research institutes, have been carried out and supported, including by PhD students. Their facilities would be available for further work, but the research partners that they work with have repeatedly failed to attract funding. Representative 2 was not aware of any on-farm trials or future planned innovations to improve Campylobacter control on farms.
4.1.3. Conclusions on farm interventions
The farm representatives made it clear there are no specific regulations or guidelines in place for farms to reduce the levels of Campylobacter. Farms rely on biosecurity measures that are routinely used on farms; however, these are targeted towards other pathogens (Salmonella) and they do not appear to make a substantial difference with regards to Campylobacter. Cleaning and disinfection of the crates are the main means of controlling Campylobacter during transportation to slaughterhouses.
Practices around testing for Campylobacter are not consistent across the industry as effective interventions have not been identified for positive results. Some farms enforce trade limitations when positive results are received on three consecutive occasions. Testing results from previous years identified season as the only variable associated with Campylobacter level fluctuations.
The importance of gut health for controlling Campylobacter levels was emphasised and seasonality was highlighted as the main factor that has been proven to be correlated with on farm levels of the pathogen. The farm representatives are not aware of any known or innovative interventions that are legal to use and effective against Campylobacter, but they do believe that a vaccine would be a possible solution.
4.2. Slaughterhouse interventions
4.2.1. How is Campylobacter approached / managed
Campylobacter management plan
Of the seven slaughterhouse FBOs who completed the survey, slaughterhouses (SHs) 1, 2 and 5 have a specific or documented Campylobacter management plan in place, with SH 6 having a reactive management plan in place for when sampling exceeds the limit of 1,000 colony-forming units (CFU)/g, a threshold used in assimilated EU regulation 2073/2005.
From those that do have a management plan in place, SH 1 operates to the Abattoir Campaign guidance that was issued by the FSA historically[2]. SH 2 manages Campylobacter via a specific intervention – SonoSteam™ – and optimising its effectiveness. Currently this optimisation is being achieved through positioning of nozzles. SonoSteam™ is an intervention that uses a combination of ultrasound and steam to reduce the number of micro-organisms on the surface of the bird (British Poultry Council, 2016). SHs 4 and 7 stated that their management plan goes back to the farm stage and management at farm level. Of these SHs, SH 5 has a detailed management plan in place for Campylobacter, which includes management at farm level, as well as constant communication with the farmers regarding performance. As well as this, they carry out announced and unannounced Campylobacter audits, and site specific monthly internal audits. They are also investigating recent technologies and innovations in Campylobacter and its management.
4.2.3. Sourcing of birds
When sourcing birds, several SHs explained they use multiple farms on multiple different sites. A few SHs use one or two regular farms some of which they own or are their permanent suppliers. A breakdown of this follows below.
SH 5 explained they deal with over 400 farms across the UK. Their farms are owned by an integrated business and there is a specific breeder and layer who manages those farms on behalf of the organisation/integrated business. This breeder and layer manage bird supply, husbandry and supplying to sites. This forms half of the business estate. The rest of the estate is contract growers, but those contract growers are required by their contract to only supply this business. They will only grow birds for the business, who supply the chicks and all the materials. Each farm is tracked and trended and will measure the Campylobacter levels in caeca of birds. When a farm is consistently giving elevated levels of Campylobacter, these will then be excluded from retail supply. The birds are still processed from a welfare point of view, but they are kept away from the retail supply chain. An explanation of what happens to these excluded birds was not provided.
SH 3 uses multiple sources to obtain birds, explaining that they have a planned programme in place for the rearing of birds. As soon as birds reach marketing weight, the SH goes to the farm and begins the thinning/depopulation process (birds are collected for slaughtering). It is a continual process, allowing for hygiene breaks. The SH has two of their own farms and a grower who grows for the site from his land. The farms are approximately 7-11 miles away from the site. Occasionally, if birds are not growing correctly or there is an issue, the site might use an outsourcer to obtain birds from elsewhere, but this is not very often and only if the site is in desperate need.
Another SH (1) using multiple farms stated that the birds are sourced through an agent who liaises with the farms. This also reduces the amount of travelling to and from farms, so it is not an excessive distance. SH 2, also using multiple sources to obtain birds, explained that their supply base is stable. There may be one or two farms a year that go in and come out depending on how they are meeting the SH’s standards. They used to have company owned farms, but they are now contracted out, and managed by the SH.
4.2.2. Testing frequency, sampling methodology and sampling location
All SHs stated they are testing and sampling for Campylobacter in line with legislation requirements. Chapter 2 – process hygiene criteria – of Annex 1 in Assimilated Commission Regulation EC 2073/2005 of 15 November 2005 on microbiological criteria on foodstuffs (assimilated regulation 2073/2005) states the testing and sampling requirements for Campylobacter in carcasses of broilers. An extraction of this is shown in Table 3.
SH 5 stated they use the FSA protocol for their sampling methodology. Three SHs – 1, 2 and 4 – stated the neck skins are the sampled location. SH 4 sampled three out of five neck skins and SH 2 sampled five out of five neck skins. However, SH 6 pooled three necks skins into one bag. The sampling point in processing was stated as in the chiller by SH 4 and chiller exit by SHs 2 and 6.
Depending on the size of the SH, sampling frequencies are either weekly or fortnightly. SH 1 (who are on a scheduled sampling frequency of fortnightly) are sampling more often than legislation requires, on a proactive basis. Of the SHs who stated that they sample weekly (SHs 2, 4, 5 and 6), SHs 2, 4 and 6 are sampling on a rolling rota basis; sampling moves by a subsequent day, to ensure each day of the week is covered, which is line with regulation 2073/2005: Monday one week, Tuesday next week, Wednesday the week after etc. SH 2 stated that where there is more than one processing line, sampling alternates across each line on a weekly basis as well.
SH 5, who operates multiple sites, stated that they combine the number of units comprising the sample across their sites, to make up the required 50 samples as per assimilated regulation 2073/2005.
From the start of 2025 the number of non-compliant results, per 50, triggering a noncompliance, reduced from 15 to 10, as per assimilated regulation 2073/2005. SH 2 has started to aim for this revised level already, to ensure that the SH is ready for the legislation update when it comes into effect. This SH is also testing for Campylobacter at the finished goods stage, after packaging, as they feel that this is more representative of the product that is reaching the consumer.
Corrective action in the event of high Campylobacter test results
All SHs, in the event of high Campylobacter results, will liaise with the farm that sourced the bird. SH 3 stated that nothing more can be done other than feeding this information back down the supply chain. They liaise with the farm about the issue and ask for in-depth cleaning to be carried out.
SH 1’s protocol is to notify the Official Veterinarian, isolate that batch of birds and arrange re-testing. Then, feedback and liaise with farms, whilst reviewing testing protocols on site.
The first action taken by SH 4 would be to change the disinfectant used on site as they have more than one disinfectant in rotation. They would re-assess cleaning protocols on lorries, including crates, and liaise with their farms. As they have their own farms, they can investigate further, visiting different sheds on site to see if anything has exacerbated the issue at farm level.
SH 5 had a strategy which involved initiating an investigation. Each site would have their own report which would be returned to the organisation. This would then be reviewed. The report includes all the farm information, health information, any processing. If any gaps are identified these gaps are then addressed. This strategy had managed to effectively bring down Campylobacter results that were previously higher than 1000 CFU/g.
One SH (6) explained that they would review all slaughtering conditions and live bird quality would be reviewed, to identify improvements to process criteria. No additional information was provided on what these improvements to process criteria may be.
4.2.4. Processing
SHs were asked to provide a brief overview of their slaughter lines. A summary of the processing steps and key processing parameters mentioned by the SHs is detailed below.
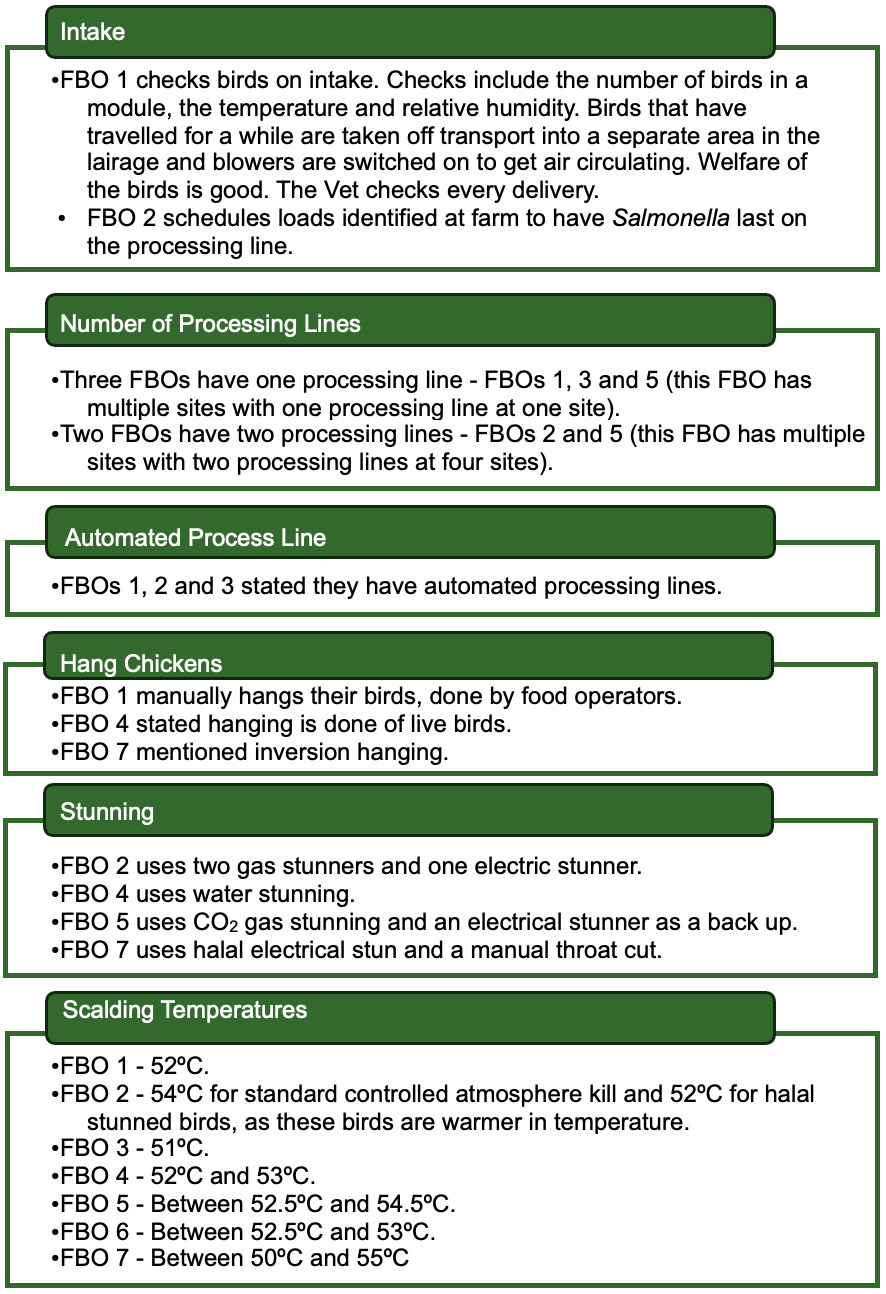
Intake
-
FBO 1 checks birds on intake. Checks include the number of birds in a module, the temperature and relative humidity. Birds that have travelled for a while are taken off transport into a separate area in the lairage and blowers are switched on to get air circulating. Welfare of the birds is good. The Vet checks every delivery.
-
FBO 2 schedules loads identified at farm to have Salmonella last on the processing line.
Number of Processing Lines
-
Three FBOs have one processing line - FBOs 1, 3 and 5 (this FBO has multiple sites with one processing line at one site).
-
Two FBOs have two processing lines - FBOs 2 and 5 (this FBO has multiple sites with two processing lines at four sites).
Automated Process Line
- FBOs 1, 2 and 3 stated they have automated processing lines
Hang Chickens
-
FBO 1 manually hangs their birds, done by food operators.
-
FBO 4 stated hanging is done of live birds.
-
FBO 7 mentioned inversion hanging
Stunning
-
FBO 2 uses two gas stunners and one electric stunner.
-
FBO 4 uses water stunning.
-
FBO 5 uses CO2 gas stunning and an electrical stunner as a back up.
-
FBO 7 uses halal electrical stun and a manual throat cut.
Scalding Temperatures
-
FBO 1 - 52ºC.
-
FBO 2 - 54ºC for standard controlled atmosphere kill and 52ºC for halal stunned birds, as these birds are warmer in temperature.
-
FBO 3 - 51ºC.
-
FBO 4 - 52ºC and 53ºC.
-
FBO 5 - Between 52.5ºC and 54.5ºC.
-
FBO 6 - Between 52.5ºC and 53ºC.
-
FBO 7 - Between 50ºC and 55ºC.
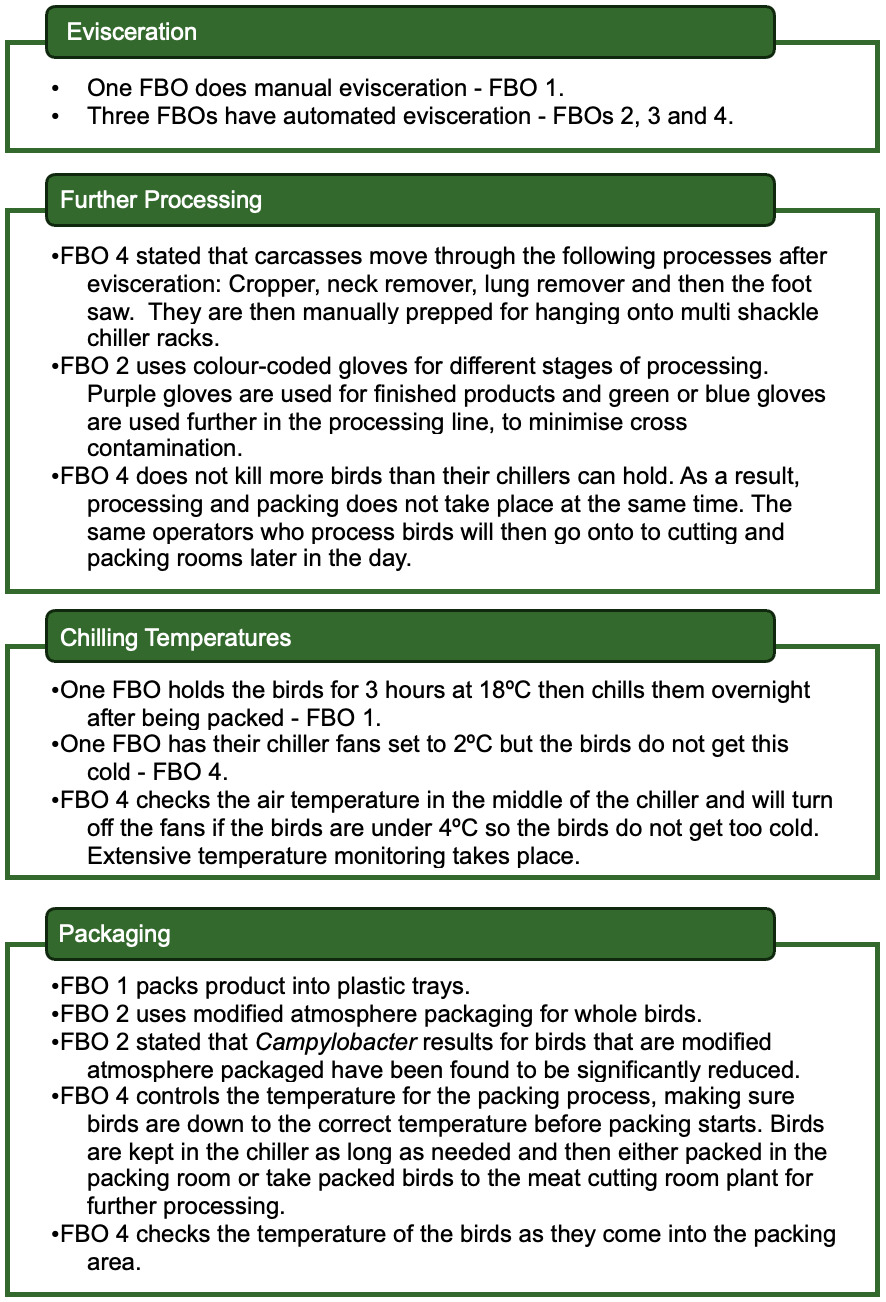
Evisceration
-
One FBO does manual evisceration - FBO 1.
-
Three FBOs have automated evisceration - FBOs 2, 3 and 4.
Further Processing
-
FBO 4 stated that carcasses move through the following processes after evisceration: Cropper, neck remover, lung remover and then the foot saw. They are then manually prepped for hanging onto multi shackle chiller racks.
-
FBO 2 uses colour-coded gloves for different stages of processing. Purple gloves are used for finished products and green or blue gloves are used further in the processing line, to minimise cross contamination.
-
FBO 4 does not kill more birds than their chillers can hold. As a result, processing and packing does not take place at the same time. The same operators who process birds will then go onto to cutting and packing rooms later in the day.
Chilling Temperatures
-
One FBO holds the birds for 3 hours at 18ºC then chills them overnight after being packed - FBO 1.
-
One FBO has their chiller fans set to 2ºC but the birds do not get this cold - FBO 4.
-
FBO 4 checks the air temperature in the middle of the chiller and will turn off the fans if the birds are under 4ºC so the birds do not get too cold. Extensive temperature monitoring takes place.
Packaging
-
FBO 1 packs product into plastic trays.
-
FBO 2 uses modified atmosphere packaging for whole birds.
-
FBO 2 stated that Campylobacter results for birds that are modified atmosphere packaged have been found to be significantly reduced.
-
FBO 4 controls the temperature for the packing process, making sure birds are down to the correct temperature before packing starts. Birds are kept in the chiller as long as needed and then either packed in the packing room or take packed birds to the meat cutting room plant for further processing.
-
FBO 4 checks the temperature of the birds as they come into the packing area.
SH 5 stated that except for one of their sites, all the others produce fresh, whole, chilled birds for retail market. This is where their focus of target setting for Campylobacter has been. Sites producing fresh, whole chilled birds, each have specific Campylobacter interventions. The exception site produces retail portions and based on risk assessment, does not have Campylobacter specific interventions (but still carry out testing as per requirements).
4.2.5. Interventions
Farm-level control
SH 5 tracks and trends the farms that they use by measuring the caecal levels of birds. When a farm is consistently giving elevated levels of Campylobacter, these will be excluded from retail supply. The birds are still processed from a welfare point of view.
Quality Management Systems and Good Manufacturing Processes
Staff training as a specific intervention was specified by two SHs (2 and 6). SHs 3 and 6 also mentioned hand washing, with SH 3 identifying that personal hygiene is better when sinks for hand washing are in the right places and in the right quantity. SH 6 identified that the correct policies and procedures need to be in place as specific interventions, which include hand washing. This SH classes their food safety and quality manual and their HACCP (Hazard Analysis and Critical Control Point) manual as an intervention of importance for Campylobacter. SH 3 highlighted the importance of correctly operating equipment because of cleaning and maintenance, stating that their inside outside bird washer working properly has helped as an intervention.
Cleaning
SHs 1, 2, 3 and 4 specifically mentioned their cleaning frequencies during the survey. This is daily cleaning as well as a weekly deep clean (usually on weekends). SH 3 explained that the daily clean is audited by an external body. The Official Veterinarian will walk the plant every morning with the Plant Manager to make sure that the cleaning is to the correct standard. Food grade chemicals are used during clean down, as stated by SH 3.
SH 4 explained that there is a production gap when going through different sheds in the factory, allowing for machinery to be cleaned down with water so the run is clear for the next set of birds [clean as you go]. However, there is no disinfection used at this point. They wash and disinfect machine and chill lines daily, maintaining disinfection throughout the site to ensure their cleaning standards are met. They also said that lorries are washed down and disinfected, before they go on to other farms. The packing crates used to transport the birds are disinfected before they go to another site and anything that comes off the farm will also be disinfected.
Secondary scalding
In addition to an initial scalding phase, SH 5 has introduced a secondary scald as a specific intervention. This takes place after the defeathering stage of processing. The SH found that, post initial scalding, recontamination of the carcass skin was occurring at the defeathering stage due to faecal aerosols and the removal of feather follicles. Introducing a secondary scald after defeathering showed a 1-log10 reduction in Campylobacter levels and that these low levels were maintained through the evisceration process and subsequent chilling. This SH has multiple sites and has implemented this intervention across them all.
Crust freezing
This intervention is used by SH 5. The SH carries out annual validations to verify that only the skin is being frozen and not the underlying flesh. Crust freezing, alongside secondary scalding, collectively provide a 2-log reduction in initial Campylobacter starting counts.
SonoSteam™
SonoSteam™ is being used by SH 2 as their main intervention for Campylobacter. According to the SH, this step achieves a 1-log reduction in Campylobacter. The SonoSteam™ operates in a separate and controlled environment just before the chillers and is installed on two processing lines.
Upcoming Intervention
A recent Campylobacter intervention-technology that SH 5 is looking to progress is a technology that uses hot water and ultrasonics. This intervention is similar to secondary scalding but has a longer dwell time. It also uses ultrasonics to help clean and penetrate the pores of the chicken skin and release Campylobacter. This is a post-evisceration intervention, immediately before the birds go into the chiller and there would be no further intervention to the carcasses once they have been treated. According to the SH, this intervention gives a 2-log reduction.
Joint Intervention
SH 5 also stated that a joint historic industry-collective action taken to reduce Campylobacter levels was the removal of the neck skins from the birds. Because of the nature of the processing of carcasses, the neck skin is naturally the most contaminated part of the bird. All main processors that supply retailers will remove the neck in line with the shoulders of the bird. According to the SH, the joint industry action of removing this most contaminated part, at the same time, equated to a 0.9-log reduction in Campylobacter.
Past and future interventions
Past interventions with limited success
SH 5 explained that there was a huge list of different things that the organisation had trialled on a small scale before they got to the stage of adopting secondary scalding and surface blast chilling. A few examples are lactic acid spraying and trickle rinsing - if you could continually replace the laminal water layer on the bird, it was predicted to slowly rinse off the bacteria from the birds. So, there would just be a fine spray that carried on for a couple of minutes. This did not have an impact.
This same SH stated that initially it was thought that better biosecurity on farm would improve things, which it did not. Good gut health of birds and minimising their stress are two key things that helped reduce Campylobacter.
They went into detail about how the organisation conducted a trial, so less birds were placed initially and then they were all in or all out (i.e. de-population). This was operated in one region as a bio-secure bubble. A dedicated factory was used, dedicated farms, dedicated transport, dedicated catch teams, everything captive to that single thinned out estate. It equated to a 1-log reduction in Campylobacter levels with the impact being quite significant. The commercials did not add up and retailers did not want to pay for it, so it did not continue. The organisation tried it later with one retailer who was invested. This was trialled again on select farms, from that same estate, but it was not operated as a bubble. It did not have the same impact with no reduction at all.
Limitations/ improvements to current interventions
Table 4 provides a summary of the responses from SHs on the limitations of current interventions and Table 5 details the improvements that can and are being made.
Future interventions
SH 4 had considered using UV light on the poultry carcasses before entering the chillers, with the SH stating that research has shown the intervention is effective.
SH 5 had recently explored the use of slurry ice, which is currently in use in France. Slurry ice is typically used to chill the carcasses but there has been the additional benefit of Campylobacter reduction.
The same SH stated that there had been a welfare move to have lower stock density. Retailers have set a new initiative to move from 38 kg to 30 kg per square metre maximum stock density which should have positive impacts on Campylobacter, although this is yet to be determined.
4.2.6. Additional comments
SHs were asked if they had any general comments or thoughts regarding Campylobacter and interventions to reduce its levels. SH 1 stated that in processing, the less amount of handling that takes place, the better it is and that getting the balance between handling carcasses manually and automatically is important. SH 2 felt that perhaps the onus on industry in the UK is not the right place, due to the amount of poultry coming into the UK from Europe.
SHs 3 and 4 regarded cleaning and disinfection to be important. SH 3 stated that cleaning is important for cross contamination controls. SH 4 emphasised the importance of maintaining a positive attitude within their organisation regarding the adherence to best practices for cleaning and on-site operations. They went on to state that their site undertakes a lot more disinfection in places that were not necessarily disinfected in the past. Making sure cleaning is where it needs to be, is of importance. This SH also stated that they use minimal water throughout processes, compared to other SHs, which they feel is significant in controlling Campylobacter.
Other food sources than raw poultry as possible reservoirs for Campylobacter were mentioned by SHs 2 and 5. SH 5 mentioned increasing consumption of raw milk as an example and asked whether there are other foods where Campylobacter is undervalued as a contamination source.
Consumer practice was mentioned by SH 4 in context to an increase in the practice of backyard poultry. This is the practice of keeping poultry, such as chickens, ducks, geese, guinea fowl, and turkeys, in a backyard setting often for producing eggs or meat.
SHs 3 and 5 commented that there could be an element of preselection for more pathogenic strains of Campylobacter. Are specific interventions that have been introduced resulting in less or non-pathogenic strains being killed off and the more pathogenic strains surviving the process, or having less competition, therefore enabling them to thrive? SH 5 acknowledged that more evidence may be needed to investigate this further.
The acceptable limit of 1,000 CFU/g for the presence of Campylobacter, as stated in assimilated regulation 2073/2005, was commented on by SH 5 and whether this needs to be lowered.
SH 4 stated that their organisational data shows portioned birds are within their control for longer than whole birds and that for a lot of those portions, the skin is removed. With these, elevated levels of Campylobacter are not really an issue. So, with respect to Campylobacter, their focus has been on whole birds.
SH 3 – commented on the impact that COVID-19 and avian influenza has had on farming practices and Campylobacter. They felt that the effects of avian influenza and COVID-19 on the farming supply chain will have had phenomenal effects on reducing cross contamination, stating that visitors/the general public do not go to farms anymore. So, birds are less exposed to outside influences than they have ever been before.
4.2.7. Conclusion on intervention in slaughterhouses
Campylobacter management plans are in place at UK slaughterhouses either on a proactive or reactive (when positive results are received) basis. Proactive management plans include controls on the farm, regular communication with the farmers and farm audits. Sourcing of birds from managed farms is also in practice. Interventions carried out during the slaughter process are summarised in Table 6.
Testing for Campylobacter at a slaughterhouse level is a legal requirement in the UK and is implemented routinely. Corrective actions involve efforts to reduce the levels on the farm. Cleaning is one of the routine measures used at slaughterhouses. HACCP plans and personnel hygiene are also commonly in place. Some businesses have implemented secondary scalding or crust freezing both of which they have found to be effective in reducing Campylobacter levels. SonoSteam™, a technology that utilises ultrasound and steam to reduce pathogens on the surface of the birds has also been found to be an effective intervention for the reduction of Campylobacter. Across-industry collaboration initiatives such as the removal of the heavily contaminated neck skin have been successful.
The slaughterhouse industry expressed the belief that although they have tried and tested several interventions during the years, some of which they have found to be effective, the raw material is of the most importance when it comes to controlling Campylobacter.
4.3. Retail interventions
4.3.2. Broiler supply
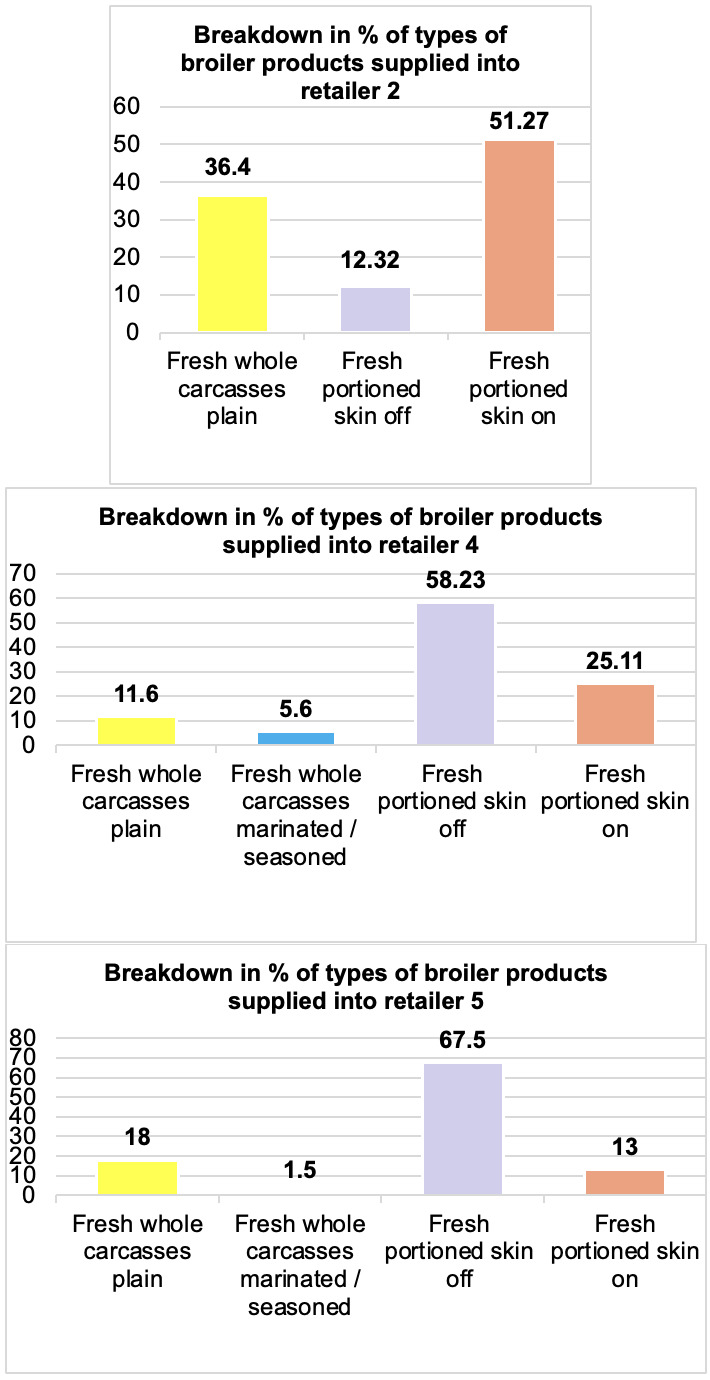
Breakdown of broiler supply
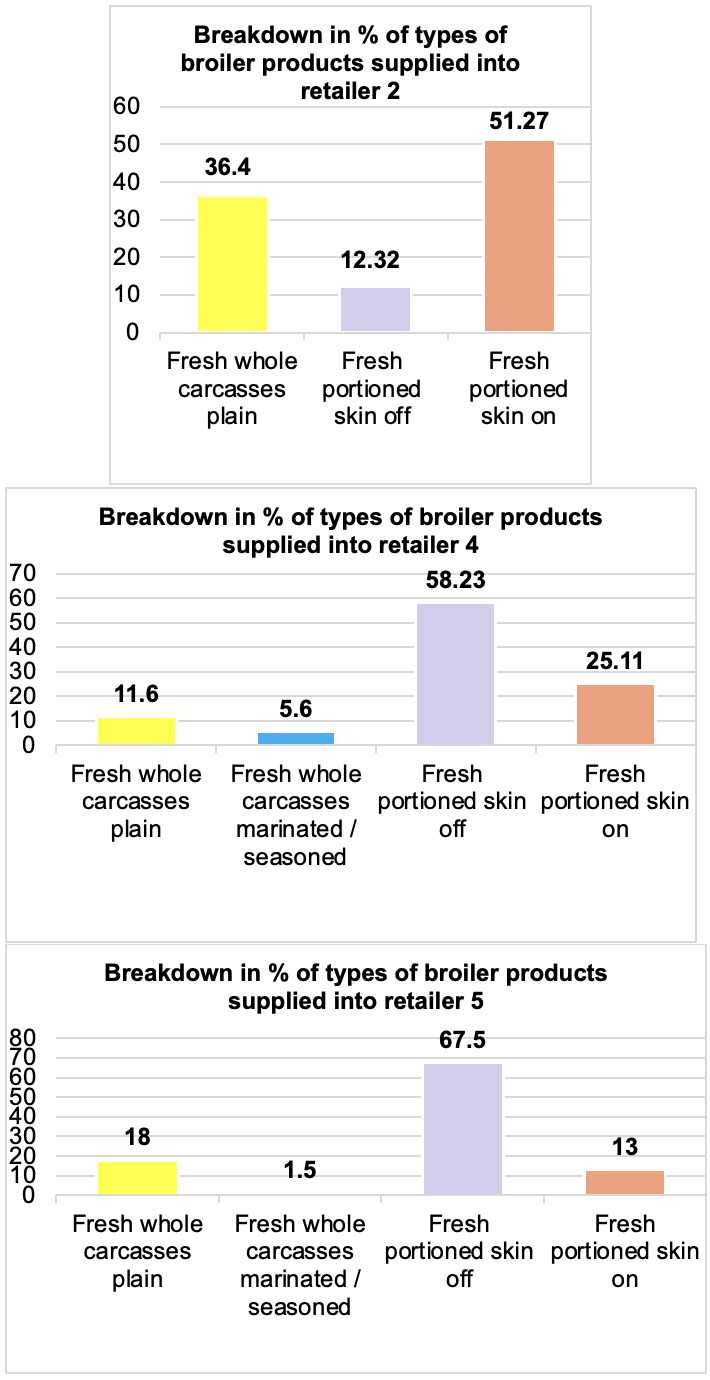
Retailers were asked to provide information on their broiler supply. Retailers 2, 4 and 5 provided responses to this request. Figure 3 below shows that two retailers who responded (4 and 5) receive over 50% of the broilers as skin-off portions, while retailer 2 receives over 50% of the broilers as skin-on portions. Marinated whole fresh chicken supply was low for retailers 4 and 5 (5.6% and 1.5% respectively), whilst retailer 2 does not have this type of product within its portfolio. The range of supply into retailers for plain whole fresh chicken ranged from 11.6% (retailer 4), 18% (retailer 5) and 36.4% (retailer 2).
Onward supply of products to catering, food service or other retailers
Four out of five retailers stated there is no onward supply. Only retailer 4 stated they supplied to one grocery wholesaler and a franchise store but there was no separate procedure/process for Campylobacter. Retailer 1 has an arrangement with charities where food is distributed but products in the fresh poultry category range are excluded and not sent on to charities. Retailer 2 states chicken is supplied to retail stores, retailers online, retail convenience including franchise partners but no onward supply.
Supplier control
Supplier surveillance was described as important by retailer 1, with regards to supplier controls and their approach to Campylobacter testing and monitoring. This entails checking that all the controls and the information the retailer is getting from the supply base is in line with what the supplier is reporting. Production lines are highly automated but could still mean someone is placing the finished product into the product crate. Minimal handling of retail packs by the supplier is an important control factor.
Retailer 2 stated that they have a particular focus on their suppliers’ planned preventative maintenance programs. They instruct their suppliers to replace certain parts of equipment at shorter frequencies than the manufacturers state. They work closely with their suppliers on their monitoring regime.
Two retailers stated that they work closely with their suppliers (retailers 2 and 3). Retailer 2 stated that having regular catch-ups throughout the month with their supplier enables them to be responsive while retailer 3 explained that they carry out a Campylobacter review every quarter with all their suppliers. This involves the Technical Manager, the relevant Technologist, the Food Safety Supply Manager and the supplier’s Campylobacter lead. At this review, they all look at details about the interventions that are already in place and any potentially new movements or developments that may be taking place.
Supplier standards
Retailer 1 explained the main supplier standard is temperature control. Typically, the products and the transport vehicles operate at a maximum of 3°C.
Retailer 2 monitors animal welfare standards, environmental standards, accepted farm assurance/animal welfare external standards, specific standards for chicken and use of antibiotics at the farm level. Broilers must be UK born, reared, raised and slaughtered. Their supplier standards consist of microbiological testing across both supplier owned and supplier managed processes, to a recognised standard (using a rapid detection method), allowing for samples to be quickly processed, and a positive or negative Campylobacter result gained. Rather than PCR, the devices utilise the principle of isothermal amplification of DNA.
Their factory standards include Global Food Safety Initiative as minimum, the manufacturing standard is in line with BRC plus additional bolt on requirements for the specific retailer. All suppliers must be approved and audited annually. They stipulate traceability and standards throughout the supply chain. All sites must have a Campylobacter reduction plan including raw material testing, good slaughterhouse and manufacturing practices as well as biosecurity controls. The retailer specifies BRC minimum B grade for poultry.
Retailer 3 explained that their protocol details that Campylobacter test results must be <1,000 CFU/g. The suppliers are asked to provide all results and not just levels that are greater than 1,000 CFU/g. Although action is taken on levels >1,000 CFU/g, the retailer monitors the levels between 500 – 1,000 CFU/g to observe trends through the course of the year, year-on-year. Some requirements of the supplier are detailed in the retailer’s terms and conditions with standards that the supplier needs to hit from a Campylobacter perspective, including trade assurance standards.
Collaborative working with the supplier is crucial for retailer 4, to understand their processes and compliance internally at site. Ensuring sites comply with industry legislation/standards is important.
Retailer 5 said they hold routine key performance indicator meetings to monitor performance. Accreditation standards expected from their suppliers are Red Tractor and the retailer’s own welfare assured standard. Suppliers are also expected to reduce their stocking density on all whole chicken from 38 kg to 30 kg (see section 4.2.5 - Future interventions).
4.3.1. Campylobacter testing
Retailer testing
Retailer 1 explained that product testing was done for whole, low added value broilers (carcasses with no added ingredients) with Campylobacter included in that testing programme. This retailer tests a few (number not specified) birds each quarter.
Retailer 2 explained that their testing at retail consists of each whole bird size from both of their suppliers, carried out two times per month. This equates to 10 whole chicken products per month. They are also carrying out 8 carcass swabs per month. The results are then shared with their suppliers. Testing is outsourced to a laboratory the retailer uses which covers all sources of supply. They follow a food safety microbiology standard which is specific to the retailer and is part of their food safety surveillance programme, stating a minimum of monthly Campylobacter testing. It is followed in conjunction with their suppliers. This retailer sets out what they believe the surveillance should be for the products throughout the year. This covers everything including poultry, they then work with suppliers to reach an agreement.
Another retailer – retailer 3 – detailed a protocol used for their own verification testing. The protocols are written for their laboratory and suppliers, which sets out monthly testing, how much to sample, where to take the sample and when to share the information. The laboratory will take samples at retail in store and note the temperature of the sample at the same time. Monthly reports come to the retailer from all their suppliers and testing laboratories in the middle of the month, giving them the Campylobacter results from the previous month. The retailer explained that the protocol is heavily skewed to fresh chicken.
A monthly programme of testing is in place with retailer 4. Samples are sent each month from the retail environment, from the whole bird range. The data is trended against the year-to-date results against the manufacturing site and bird type (free range, large bird, medium bird). This retailer also explained they have a microbiological standards/code of practice they must adhere to for Campylobacter. Retailer 5 buys back store samples across all their sites, equating to approximately 80 whole birds per supplier per month and sends these for microbiological testing.
Supplier testing
Retailer 1 stated that their supplier carries out regular monitoring for Campylobacter from farm through to the finished product. Retailer 2 described the microbiological testing that their supplier carries out for Campylobacter. This involves sampling at the slaughterhouse and buy-back from retail microbiological testing. Neck flaps are sampled 5 times per day, with whole birds being sampled 2 times per day at the factory. The supplier then arranges for whole birds to be purchased from the retailer’s store and sampled 5 times per week.
Retailer 3 stated they have set protocols on what sampling they require their suppliers to carry out and that this protocol is communicated to all their suppliers. Their microbiological testing is dependent on the volume of product that is being supplied, with an emphasis on suppliers of fresh chicken in larger volumes (say 75% for illustrative purposes) being required to carry out more microbiological testing than a supplier of fresh chicken at lower volumes (say 25% for illustrative purposes). The protocol is reviewed on an annual basis and sometimes in between if necessary. Retailer 5 commented that their supplier carries out routine neck skin sampling, five times a week, at their site, and that they have an agreed microbiological specifications and targets with their supplier.
Action taken from increased Campylobacter levels
Retailer 1 described that the suppliers have an incident team that will inform them of increased Campylobacter levels and will look through every stage of the supply chain to understand if anything has changed. This is an in-depth investigation and involves people observing the evisceration stage to see if the equipment needs adjusting for the different sized birds coming through, or if there is an error meaning the guts are not fully removed in one piece. Sometimes there is no issue, and no reason is found for the elevated Campylobacter levels.
Retailer 2 trace the product as far back as possible from store to farm. They explained they have regular meetings with suppliers and vets to discuss key performance indicators such as microbiological testing of boot swabs at a farm level and animal welfare indicators. These parameters are reviewed if there are elevated levels of Campylobacter. These reviews include increasing time/temperature of SonoSteam™ or checking to see if the supplier has reduced planned preventative maintenance windows compared with the manufacture’s recommendations (resulting in less-than-optimal performing equipment). They also do focussed campaigns such as unannounced audits, shift reviews, good manufacturing practice audits and increased farm visits.
The supplier will be notified, regardless of if the elevated result has come from the suppliers testing or retail testing, by retailer 3. They can easily identify the supplier and site the chicken has come from. If the retailer sees an increase they contact the supplier directly. This increase could be across all the sites the supplier has, or it may be over only one or two sites.
Retailer 4 explained they investigate the supplier and site to understand if the sites are seeing an increase in results also. They may then increase testing at retail.
Investigation with supplier and supplying sites is also carried out by retailer 5. This is to understand if they are seeing an increase in results as well. This retailer may increase testing from the retail environment because of increased Campylobacter levels. The improvement activities that they implement following an increase in microbiological results include:
-
Analysis of processing to identify the possible root cause – which could be a change in process, farmer, bird size variation, equipment failure, cleanliness and hygiene, structural aspects of the production line – that may risk contaminating the product.
-
Monitoring intervention settings to ensure they are functioning correctly and delivering the required log reduction. An example was given of an aeroscalding intervention that their supplier uses. Aeroscalding removes the need for a traditional scald tank set up that has contaminated water baths. Aeroscalding scalds carcasses using moisturised hot air. It works on the principles of carcass cleanliness, operating at a temperature of between 53.5°C and 58°C, reducing cross contamination.
-
Targeted testing/swabbing of key points within the process where there is high risk of potential cross contamination and increased cleaning protocols.
-
Engagement with the supplier team to heighten awareness and increase process inspection.
4.3.3. Retail operations
Distribution and delivery
All retailers responded that products from the suppliers go into several depots or regional storage facilities before being delivered into stores. Retailer 3 described the reason for this as geographical and that the retailer has several depots across the country. Four retailers (1, 2, 3 and 5) stated that products are typically delivered:
-
from supplier into a regional storage facility, then
-
from regional storage facility into store.
Retailer 1 explained that stock is not moved around unless it is necessary and retailer 2 stated that sometimes depots may transfer stock from one depot to another, for operational reasons, but at most there would typically be two depots involved before stock is delivered to stores. This retailer also stated that products are typically delivered in green crates (see Storage section below for further information on the crates) and because of the quantities being delivered, the crates would be delivered on one pallet or in one cage. Retailer 4 explained that they have one hub for Scottish chicken.
Storage
Retailer 1 stated that the priority for them with storage is putting the products away in the chillers as soon as possible when deliveries are made and when stock is moved through the store. Poultry products are segregated from other meat products because the supply chain is segregated. Suppliers of red meat products do not supply poultry and vice versa, so product is automatically separated by the nature of the supply chain. Containers for storage products are recyclable plastic crates, they are part of a secure supply chain, so they come in and are returned to the same supplier who washes them as part of the recycling process.
Another retailer (retailer 2) explained that poultry products arrive from suppliers at their sites already in their final display packaging. They operate a returnable crate system. The crates are washed by an outsourced company. As the crates are washed, they can be used for other items not just poultry.
Retailer 3 explained there is no possibility of segregation of products due to their ‘just-in-time’ model. Most of the containers for handling the poultry are IFCO brand trays, reusable packaging containers for transporting fresh food produce (Ifco.com, 2025). The chicken is put straight into the IFCO trays and then once in store only the IFCO trays are handled and not the product. From supplier through to store the product is kept in the green trays. The crate system is returnable with suppliers cleaning and washing trays. This is a validated process that has been in place for over 10 years.
Retailer 4 explained that everything is individually packaged with no mixing in IFCO crates. The product is packed then configured into the crates and only removed when purchase in store. The products for retailer 5 are also transported in green plastic crates. These come direct from the supplier and go all the way down to stores, to facilitate product handling.
Storage temperatures and monitoring
Table 7 below details a summary of the storage temperatures and monitoring that retailers adopt.
Handling and display
Retailers 1, 2 and 4 described product handling as minimal once in their control, with retailer 4 stating that only the pallets or the IFCO crates are handled during distribution, with individual packs only handled if they are selected for quality assessment by quality control or quality assurance. Retailer 2 explained that there is no handling of individual items until the product is being put on display in store.
Retailer 1 described their operating procedure for handling of product in store. Handling is minimised as the product is delicate. The shape of the product is irregular too though the retailer felt that the pillow pack format of packaging has helped with correcting this (a pillow packed product is when the product is surrounded by air to help maintain a ‘puffed’ appearance to the packaging. Many roast-in-the-bag whole chickens sold at retailers are examples of pillow packed chicken). When product is being restocked on shelves, staff will only take out a minimum amount of product, so that it is not left on the shop floor any longer than needed. The retailer stated that they send out a clear message to store colleagues that it is critical fresh poultry is not left to stand around. They went on to describe that whole bird products should be displayed on a single layer to make sure that shelves are not overstocked which then prevents the refrigerated air from circulating. The operation of refrigeration units and chilled display units to their optimal efficiency is important so the retailer gives a lot of instruction around not covering air vents and making sure shelves are not overstocked so that air can circulate properly.
Packaging and damage
Whole birds supplied to retailer 1 are gas flushed. They tend to see more pillow packs where there is air around the bird and so it is obvious where there is a breach or the packaging has failed. They stated that the gas mixtures are critical for keeping the bird fresh from packing to use by date. Damaged packaging checks are carried out on the line by the supplier.
Retailer 2 has a simple procedure for packaging and damage and will remove damaged products, clean the crate/ shelf as needed. Retailer 3 stated packaging has moved on significantly over the years. They explained damage is assessed at depots and in stores. This assessment is done as the product is being laid out at store level and if damaged, it will remain in the trays and be removed from store.
Package checks within retailer 4 are carried out at depot/hub locations. The product is assessed against a quality assessment sheet (QAS), within which package integrity is checked. Not every pallet is checked but it will be to the required frequency of the depot schedule. Retailer 5 also checks pack integrity at depots, and this is done by the quality assessment team.
4.3.4. Campylobacter levels
UK Campylobacter reduction strategy
The UK Campylobacter reduction strategy (2014-2017), a partnership between FSA, Food Standards Scotland and the poultry industry, agreed a voluntary target to reduce the most highly contaminated birds (those with over 1,000 CFU/g neck skin) from an estimated 27% in 2008 to below 10% post chill in the slaughterhouse by the end of 2015 and subsequently to <7% at retail (FSA, 2024).
Retailers 1 and 3 commented that they have seen a reduction in Campylobacter levels over the last few years at retail, with retailer 1 suggesting that this is due to supplier interventions that have been put in place. Retailer 5 stated that levels remain low, although they still see some seasonal and periodic increases, but these are still within agreed targets.
The introduction of a Campylobacter reduction plan was discussed by retailer 2. This includes reducing the number of suppliers they source from, working with Technical and Agriculture teams, focussing on farm, factory and finished product. Campylobacter levels are monitored through testing and increased focus on farm biosecurity measures. They have seen significant improvements year on year. Their results for the last 36 quarters have been below the FSA 7% target.
The reduction plan further involves monitoring via microbiological testing at the farm, slaughterhouse and retail stages and reviewing changes in levels at each stage against the controls in use. The retailer has details on their website on the testing and reduction that have been seen on this programme which is something they are proud of as a collective team. They keep the pressure on all the way through the supplier chain. Regular checks are done at depot, such as packaging integrity checks and audit of the supply base. They also highlighted that Campylobacter levels show a seasonal trend, with a higher number of positive detections in the warmer months of the year. This has been evident for them over the last few years.
Retailer 3 explained that from a retail perspective the Campylobacter positives greater than 1,000 CFU/g have reduced. They still get the summer peak as expected in their product samples, but they believe the reason reported levels of campylobacteriosis in consumers are remaining static even though the levels of Campylobacter contamination have dropped at retail is due to consumer behaviour. An example was given of consumers cooking raw meat directly on a BBQ despite packaging of raw meat stating to cook the product in the oven first then transfer to a BBQ. They suggest the controls have got to come from the farm level. They explain that the foot and mouth outbreak, as devastating as it was for farmers, has helped with biosecurity at farm level. They have seen a reduction over the past few years in Campylobacter.
Factors impacting Campylobacter levels
Farm
Retailers 1, 2, 3 and 4 all mentioned farms and agriculture as having an impact on Campylobacter levels. Retailer 2 felt that warm weather at an agricultural level has an impact on Campylobacter levels, while retailer 4 described the positive actions they felt are being taken at farm level that can impact Campylobacter levels. These were improved biosecurity on sites, agricultural factors like quality of bedding for the birds, reduced use of antibiotics for birds and the management of farms and sheds. Biosecurity and the control and education of farms was mentioned by retailer 3. This retailer went on to state that despite factory interventions playing their part, by this time it is too late and bringing in farms and farmers into conversations around Campylobacter is important. This retailer felt that biosecurity and controls at farms have the biggest impact on Campylobacter.
Retailer 1 felt that suppliers were investing a lot of money to understand what is happening within a shed at farm level before a bird goes through processing. Important factors include what sort of interventions a particular crop of bird has had, what their Campylobacter levels are like, and the diverting and handling of birds that have higher Campylobacter levels.
Slaughterhouse and processing
Retailer 5 stated that consistency of processing and maintaining use of interventions at slaughter level was important.
Retailer 1 stated that understanding and optimising the method of slaughter and the evisceration stages has an impact. This retailer felt that the moving away from water electrocution and towards gas chambers is less stressful for the bird. The retailer stressed the importance of removing the internal sac whole at evisceration and that it must not be breached. They went on to state that the final and most important factor is the thermal interventions put in place. The slaughterhouse to this retailer has a hot and a cold intervention, where a flash of very hot heat is applied to the outside of the bird, and then a very cold freeze is applied to the outside, without freezing the actual bird.
Retailer 2 also described interventions in place at their suppliers. This retailer stated their supplier reduction plan was led by SonoSteam™. This has shown a one log reduction in Campylobacter. The supplier reduction plan also comprises of secondary scalding and rapid surface chilling. Retailer 2 also described the following intervention in use by their suppliers; an aeroscalding process which removes the need for a traditional scald tank set up that has contaminated water baths. Traditional water baths need to be changed regularly, and their supplier felt that aeroscalding was a more hygienic process. Their supplier has noted an overall reduction in Campylobacter loading.
Retailer 2 also works with their supplier on damage reduction programmes and focussing on the sealing of their chicken packs. A lot of work has been completed by the retailer and the supplier on looking at the right tray format and the right seal gauge and film strength, so the packs have as strong a seal as possible for the customer, remaining intact throughout the pack’s journey and its shelf life. This retailer also stated that possible poor evisceration at supplier levels could have an impact on Campylobacter levels.
Retail/general
Retailer 1 felt that packaging changes and product information on packs have had an impact on Campylobacter levels, with a specific mention of messages around not washing chicken. Monitoring and control from farm through to retail has had a huge impact on raw poultry from retailer 1’s supply base.
Retailer 2 stated that a combination of reduction plans including working in partnership with suppliers, farmers, consumer education and enhanced handling instructions on packs has had an impact. They also felt that cross contamination during food preparation at consumer level was a contributing factor to human cases of campylobacteriosis remaining unchanged whilst levels at retail have reduced.
Retailer 3 discussed biosecurity at farms and controls on farms having a huge impact, as well as factory interventions. They stated that those two things combined have had an impact on reducing Campylobacter levels. There are a lot of retailers which are not supermarkets selling chicken such as local butchers. Consumer handling, storage and cooking also needs to be investigated.
Retailer 5 stated that seasonality had a big impact on Campylobacter levels.
4.3.5. Interventions
Cold chain
Retailer 2 discussed how temperature control plays a part in Campylobacter survival however they believe that the cold chain is well managed in depot, during delivery and at store level. They explained that stores are set up in the same way as depots with a central monitoring system which allows for swift action if there is temperature abuse. The transport vehicles also have a monitoring system but no alarm however the temperature of the product is taken on arrival. When temperature abuse is found on arrival the journey temperature data can be downloaded.
Retailer 3 stated that it had been publicised by a separate retailer that they are running trials on frozen foods, reducing the temperature from -18°C to -15°C. They suggested that this is within the legal requirements but that this is being done to save money and meet carbon reduction targets. There are no safety implications but there is an Environmental, Social and Governance backdrop now which was not there when the Campylobacter information was first brought to light.
The importance of maintaining cold chain temperatures for chilled birds throughout was stated by retailer 4. Retailer 5 stated that the cold chain can support Campylobacter reduction but is only a supporting measure and will not be effective in the absence of all other controls.
Chemical and other
Retailers were asked their thoughts on specific types of interventions for controlling levels of Campylobacter. When asked about the use of chemicals as a method of intervention, retailer 1 questioned the need for chemical use when basic hygiene steps and cooking instructions are followed at home by consumers would ensure the product is safe.
Retailer 2 felt that customers may be concerned following media focus on similar chemical interventions in another country. They went on to state that initial microbiological loading is key, followed by controlled evisceration and carcass washing. Robust systems with appropriate planned preventative maintenance programs in place should remove the need for any chemical interventions.
The use of chemicals, including chlorine, was opposed by retailer 3, especially as a method to clean up what they termed “dirty chicken.” The retailer also stated that there should be no negative impact on Environmental, Social and Governance targets.
Retailer 4 stated that chlorine may be used in low levels in wash water, but this must still meet the potable water standards. This type of chemical use was described as the retailer as an unintentional intervention. They went on to state that chemical use is not typically permitted within their supply chains and that they were not considering any changes to their approach regarding chemical use as an intervention.
Like retailer 2, retailer 5 commented that the use of chemicals is undesirable due to customer perception and acceptance. They stated that regulatory challenges and the possibility of organoleptic changes to the product needed consideration.
Marinades
Retailer 1 stated that they are aware that there is an idea that applying something like an acid in the form of a marinade (as part of a flavouring) for tenderising meat could have an impact on the bacteria that is present on the bird. But the use of marinades as a specific intervention is not something that the retailer has investigated.
Acid marinades could potentially inhibit Campylobacter but, to the knowledge of retailer 2, there are no formal studies or validation that has been conducted on this topic. They also felt that organoleptic quality may be compromised and affect sales. Retailer 4 felt that marinades could be a supportive intervention to reduce levels of Campylobacter, but this would depend on the specific recipe and the pH level of the marinade.
According to retailer 3, a lot of the marinades used in retail production will be a dry sprinkle or a sauce, in which the chicken will only be present for a couple of minutes. They did not feel that this was a proper marinade and that it would drop the pH enough to have an impact.
Retailer 5 stated that there are regulatory challenges with this as it may fundamentally change the legal definition of the product from poultry meat to meat preparation and would cause obvious organoleptic changes to the product as well.
Modified atmospheric packaging
Retailer 1 explained that gas flushing and pillow packaging has been around for some time, to assist with maintaining freshness over shelf-life. It is therefore not a new intervention specifically for Campylobacter.
Retailer 2 stated oxygen levels will inhibit Campylobacter; however, this may be advantageous to spoilage organisms such as Pseudomonas which may then offer protection for Campylobacter. This retailer relies on suppliers to be the experts on the right gas matrix for the products. Their supplier has stated that industry best practice for gas mixture is 80/20% oxygen/carbon dioxide (+/- 5%).
Having looked at what research suggests, retailer 3 thought that modified atmosphere packaging (MAP) is not that impactful at reducing Campylobacter levels. They do not think it would be effective; however, they did not carry out an extensive search. Retailer 4 stated that there was no noted benefit from MAP.
Retailer 5 explained that MAP has been shown to have an impact but only when combined with a controlled process throughout and a high oxygen level of >70%. However, Campylobacter levels will decrease, albeit at a slower rate, even in standard atmosphere.
4.3.6. Climate change
When asked about climate change and the effect on Campylobacter, retailer 1 explained that in store when you walk past the chillers there is a definite change in temperature, so it is important to focus on making sure that everything is optimised and as efficient as possible. It is made clear to colleagues the importance of managing those temperatures. They also mentioned looking at renewable sources of energy as part of managing the costs.
Retailer 2 described how temperature will have a noticeable effect on live chickens, and it is closely monitored within the supplier’s agricultural set-up. Misting systems are not commonplace across the farming network. Carcass temperatures are controlled within 3 hours of slaughter, and this is maintained through cold chain processes until dispatch. The retailer explained that in relation to climate change and animal welfare there are new hot weather protocols. These limit the amount of lairage time to ensure air circulation and include misting systems on farms. There is an agricultural team that works closely with suppliers, monitoring their animal welfare key performance indicators. Regular farm visits are undertaken throughout the year to ensure animal welfare elements are met to reduce stress on the birds.
Retailer 4 agreed that as temperatures rise, they need to adapt processes to maintain adequate cold chain storage throughout distribution, storage and in-store refrigeration. Conscious of the potential impacts due to weather, retailer 5 explained that they are periodically testing and trialling their temperature control procedures. This retailer provided an example of their latest summer plan that they implemented, and which had positive results:
-
New packaging format trial
-
Shelf-life reductions
-
Meat-Gas ratio trials (MAP)
-
Transit temperature loggers (supplier/depot/store)
-
Store communication (regarding importance of temperature control)
-
Consumer communication, highlighting the importance of keeping the product below 4°C
-
Store visits to verify the correct display of the products and temperature of shelves and chillers.
4.3.7. Additional comments
Consumer behaviour and understanding were raised as additional comments by three retailers. Retailer 1 stated that this is one of the bigger challenges that can have an impact on Campylobacter levels. They felt that customers need to understand that as a retailer they do everything they can, up to the point that the customer purchases the product. Consumer practices such as buying the product and then leaving it in the car for an hour warming up, all have an impact.
Retailer 2 stated that potential customer practices and fridge temperatures at home will have an impact. They felt that consumer education needs to be ongoing, using the example of certain communities still washing chicken as common practice. According to this retailer, a renewed focus on consumer controls and perceptions would be beneficial. The tendency of consumers to not read or follow fresh raw poultry product labelling instructions was raised by this retailer, stating that as Campylobacter is a sensitive bacterium it should be eliminated by validated cooking instructions which are referenced by the retailer on product labelling. They felt that a focus on consumer practices and preventing cross contamination is required.
When they deal with customer complaints, specifically food poisoning allegations, it is the customer’s belief that the retailer has given them food poisoning but from investigating, the retailer felt it was clear that either the customer has not had food poisoning or if they had, it was not from the last piece of chicken or product that they ate. The retailer stated that nobody wants to believe that they have given themselves food poisoning but how can this important message be conveyed to customers?
There is still work to do on customer storage in fridges and where things are placed on what shelf, according to retailer 3 (raw meat should be stored at the bottom). The retailer also commented that there is a piece around fridge manufacturers and making sure fridges operate at the right temperature.
Retailer 4 commented that more information needs to be provided to consumers regarding the risks posed to them by washing chicken, and on washing hands after handling [raw poultry] etc. This retailer also stated that there needs to be consideration to the potential disruption of the chill chain once the product has been sold, such as during transit to the customer’s home, and whilst in storage in the customer’s fridge. The retailer stated that factors such as these are beyond their control, but in the view of the retailer the increased temperature exposure may have an impact on Campylobacter.
Packaging design was raised by Retailer 4, linking to consumer behaviour. Cook-in-the-bag style packaging has the potential to reduce consumer handling and cross contamination risks in the home. They went on to state that the environmental impact of additional plastic packaging would need to be considered. Linking to environment, this same retailer stated that there is a conflict in guidance regarding water use and the balance needed to wash birds as a decontamination stage, whilst reducing water usage from an environmental perspective.
The reasons why one flock of birds seems to have very little Campylobacter and yet another flock of birds is carrying a lot of Campylobacter, is not fully understood, according to retailer 1. Retailer 3 stated that their suppliers are always looking out for anything new and innovative, keeping the retailer up to speed on any developments. The retailer will sanction trials if they feel that the supplier’s technical team or Campylobacter lead has enough evidence to suggest that there is a legal and approved improvement to current practices available.
Retailers 3 and 5 felt that going back to industry collaboration, and discussing what the next steps could be, is key. Retailer 3 felt that this should include not just supermarkets as retailers, but also fast-food chains and food service sectors as well. Retailer 5 commented that during the original historic industry collaboration that took place between the FSA, British Poultry Council, BRC, retailers, industry, and farmers, great progress was made in moving things forward and reducing levels on retail chicken. However, the reduction in levels of human cases that the original modelling suggested have never been realised. The retailer went on to state that the collaborative strategy was very positive, but this stalled to some extent once it was made competitive between retailers, by publishing league tables etc., causing individuals to retreat and work in silos. Their suggestion would be to revive the non-competitive working groups but widen it to include smaller, local businesses/food service sectors that were not included previously.
4.3.8. Conclusion on interventions at the retail level
The retail industry implements thorough testing including at the supplier and final product levels. When positive results are received, a thorough investigation follows, and corrective actions are put in place at the farm and supplier levels. The actions depend on what practices are used for the production of the meat and may include changes in the gutting process, the use of SonoSteam™, scalding or biosecurity measures. The main control measure at retail level was reported to be temperature control (chilling) during transport. Timely processing and temperature control during storage of the final product was also reported to be important.
The use of chemical interventions is perceived to be undesirable and no consistent effectiveness was observed with the use of technologies like MAP or the use of marinades.
In general, the retail industry believes that intervention at the farm and supplier levels have been successful and are essential in reducing Campylobacter levels. They also expressed the belief that handing practices at consumer level are important to manage cross-contamination.
5. Discussion
5.1. The FSA’s work into Campylobacter
Campylobacter has been investigated and researched by the FSA extensively over the years. This has been through work completed through external providers or by the Advisory Committee on the Microbiological Safety of Food (ACMSF).
In 1993, the ACMSF issued an Interim Report on Campylobacter (ACMSF, 1993), due to Campylobacter becoming the most commonly reported cause of acute gastrointestinal infection in the UK at that time. This interim report looked at the bacterium in relation to the human disease campylobacteriosis and current surveillance, sources of transmission of Campylobacter with a focus on poultry, and ways of controlling the risk to humans of Campylobacter infection.
Several recommendations were made in this report relating to actions to control and reduce Campylobacter. Industry recommendations included:
-
all sectors of the food industry adopting a HACCP-based approach,
-
training of personnel,
-
the funding of research into areas such as the effects of preservatives and modified atmospheres in processing and packaging,
-
the use of irradiation as a control measure, and
-
controls around industry-specific processes such as pasteurisation of milk and milk products and the operation and use of heating equipment.
Cross contamination both at industry and consumer level was discussed with recommendations around taking steps to avoid this by following FSA guidelines and the development of a public information programme around preventing Campylobacter infection.
In 2002, a working group was set up to investigate knowledge gaps and the outcomes of the recommendations provided in 1993 with the aim to support the FSA strategy of reducing human campylobacteriosis. The Second ACMSF report on Campylobacter was published in 2005 as a result of this workshop and it focused on reducing Campylobacter in poultry meat (ACMSF, 2005). Amongst other areas, the report looked at on-farm control measures against Campylobacter spp. in chickens, considered non-poultry meat exposure pathways, Campylobacter infections in chickens outside of the UK, tackling Campylobacter in domestic and catering environments and appropriate methods for the detection of the bacterium.
This ACMSF second report on Campylobacter and its recommendations fed into the 2010 report, Joint Government and Industry Target to Reduce Campylobacter in UK Produced Chickens by 2015. This work introduced a phased risk management programme. The goal was to reduce the proportion of chickens with high contamination levels (over 1,000 CFU/g) from 27% in 2008 to 10% by 2015, measured post-chill at slaughterhouses. This target, developed collaboratively by the FSA, Defra, the British Poultry Council, the National Farmers Union and the British Retail Consortium, aimed to drive improvements across the supply chain, from farm to retail.
To meet the 2015 target of reducing Campylobacter contamination in UK-produced chickens, a range of interventions were implemented across the poultry production chain. At the farm level, enhanced biosecurity measures were trialled, including physical hygiene barriers, disinfection of water systems, and the use of fly screens during thinning. Transport interventions focused on improving cleaning and drying of crates and lorry modules. In slaughterhouses, targeted hygiene measures such as lactic acid washes, electrolysed water sprays, and modified steam treatments were explored.
Retail interventions were not covered due to a lack of reliable baseline information on Campylobacter contamination at retail, but new research was commenced to inform that position. Work continued past 2015 to achieve this target, widening the scope of the Campylobacter Reduction Programme, with studies such as the Campylobacter Source Attribution Study, launched in 2015 (FSA, 2021). FSA studies performed on chicken at retail demonstrated that between 2014 and 2017, the proportion of chickens at retail with greater than 1,000 CFU/g dropped from 19% to 5% (Kintz et al., 2024).
In 2019, the ACMSF published its Third report on Campylobacter (ACMSF, 2019). This report looked at advances that had been made since the last report in 2005. It acknowledged that no single intervention could eliminate Campylobacter. However, it confirmed that a combination of farm and processing controls—such as improved biosecurity, time-controlled depopulation, and thermal processing—can significantly reduce contamination levels. The report also recommended further research into Campylobacter genetics, gut microbiota interactions, contamination risks from catching equipment, and factors influencing bacterial reduction during shelf life.
Consumer-focused efforts remain essential. The FSA continues to promote safe handling and cooking practices, supported by clear labelling and public education including targeted media and social media outreach to ensure a wide range of audience demographics is met. The ACMSF also recommended ongoing research into consumer behaviour, including socio-demographic influences, updated food safety training for caterers, and guidance on novel cooking methods like sous vide.
5.2. Interventions discussed during the survey
Many of the interventions discussed with the FBOs as part of this survey can be linked to the joint government and industry work that was carried out from 2010. These include water hygiene control at farms, gut health management, cleaning and disinfection at slaughterhouses and biosecurity measures. Retailers also emphasised the importance of supplier controls, minimal product handling, and maintaining optimal storage temperatures. Table 8 below summarises the interventions that have been viewed as effective by FBOs based on the discussions held.
On the farm FBOs also identified several interventions as ineffective or of limited impact. At the farm level, biosecurity measures—while routinely used to control other pathogens—were not seen as substantially effective against Campylobacter. The industry expressed a lack of awareness of any legal, innovative interventions that are reliably effective, though a vaccine was viewed by some as a promising future solution. Table 9 summarises the interventions that were deemed to be ineffective or limited in their effectiveness, by the FBOs. Seasonal variation was believed to be the only consistent factor associated with Campylobacter levels. Similarly gut health was considered important in reducing levels, although the use of probiotics did not appear to have an impact.
At the slaughterhouse level, Campylobacter management plans are implemented either proactively or reactively, often involving farm audits, sourcing from managed farms, and regular communication with producers. Testing is a legal requirement and is routinely carried out, with corrective actions typically focused on upstream improvements (i.e. on farm). Despite these efforts, slaughterhouse representatives stressed that the quality of the raw material—i.e., the birds arriving from farms—remains the most critical factor in controlling Campylobacter.
In the retail sector, testing is conducted at both supplier and production levels. When contamination is detected, investigations and corrective actions are implemented, often involving changes in processing methods or biosecurity practices.
The 2019 ACMSF report acknowledged that no single intervention can eliminate Campylobacter, but that a combination of farm and processing controls can significantly reduce contamination. It recommended further research into the bacterium’s genetics, gut microbiota interactions, and contamination risks from catching equipment. These findings align with FBO feedback, which supports a holistic, systems-based approach to control Campylobacter. A key theme across sectors is the disparity in perceived impact: farms often feel powerless, while downstream stakeholders see farm-level action as vital. This disconnect highlights the need for improved communication and alignment across the supply chain.
Consumer behaviour also continues to play a critical role. The FSA’s initiatives—such as Food and You 2, Kitchen Life 2, and the Consumer Insights Tracker—provide valuable insights into real-world kitchen practices. Interventions could include the development of targeted education campaigns and updated food safety training, including guidance on emerging cooking methods like sous vide.
5.3. Areas for future research and investigation
Farm-level feedback revealed a general perception that current interventions are not effectively reducing Campylobacter levels. However, these conclusions are based on a limited number of participants (2) and further surveys would be required to draw robust conclusions.
Seasonality was observed as a factor, with farm and retail stakeholders noting consistent summer peaks in contamination. Despite being well-documented, the underlying causes are still not fully understood, reinforcing the need for further epidemiological and behavioural research.
Gut health stability was empathised by farm FBOs as important in maintaining a low Campylobacter load in living birds, however, further investigations would be required to understand the dynamics of the gut microbiome and its impact on Campylobacter.
Farms stressed their interest in participating in research projects aiming to generate practical interventions to reduce Campylobacter, however lack of funding was identified as a limiting factor.
The industry expressed interest in a vaccine, noting a lack of legal, effective alternatives currently available.
Research on whether interventions allow for the selection of more pathogenic strains was suggested. A similar recommendation was made in the ACMSF’s Third report on Campylobacter (ACMSF, 2019).
Retailers expressed mixed views on the effectiveness of modified atmosphere packaging (MAP). Given that MAP was previously explored under the Campylobacter Risk Management Programme, comparing those findings with current industry feedback could help clarify its role in Campylobacter control.
Two retailers felt that going back to industry collaboration, and discussing what the next steps could be, is key. One retailer felt that this should include not just supermarkets as retailers, but also fast-food chains and food service sectors as well. Another retailer suggested reviving the non-competitive working groups but widening it to include smaller, local businesses / food service sectors that were not included previously, commenting that there are a lot of retailers which are not supermarkets selling chicken such as local butchers.
This message was also presented in the ACMSF’s Third report on Campylobacter (ACMSF, 2019), which stated that “We also note that a key factor in the initial success achieved by the industry in reducing the levels of Campylobacter spp. in UK chicken was a full supply chain approach and the importance of promoting an open, collaborative approach is recommended for this and other industry challenges.”
Retailers highlighted improvements in packaging and on-pack information as important for reducing cross-contamination, aligning with ACMSF’s 2005 recommendations. Both slaughterhouse and retail representatives stressed the need to better understand consumer behaviours around storage, handling, and cooking—particularly practices like washing raw poultry. Additional concerns included other potential Campylobacter sources, such as raw milk and backyard poultry. These areas, explored in the ACMSF’s 2019 report, warrant further research and ongoing consumer education.
In summary, while progress has been made, Campylobacter control remains a complex challenge requiring coordinated action across the food chain. Continued research, stakeholder collaboration, and consumer education are essential to sustaining and advancing current gains.
6. Conclusion and uncertainties
Campylobacter control remains a complex challenge requiring coordinated action across the food chain. At the farm level, there is a widespread perception that current interventions are ineffective, with some producers discontinuing testing due to a lack of actionable outcomes. While biosecurity measures are commonly used, they are often not tailored to Campylobacter, and seasonal variation remains the only consistently observed factor.
In contrast, slaughterhouses and retailers view farm-level reductions of Campylobacter as essential, implementing proactive measures such as audits, sourcing policies, and corrective actions based on routine testing. Effective slaughterhouse interventions include SonoSteam™, secondary scalding, and neck skin removal, though their success is closely tied to the quality of incoming birds.
Retailers also play a critical role, with testing, temperature control, and follow-up investigations forming the backbone of their Campylobacter management strategies. However, technologies such as modified atmosphere packaging have limited effectiveness and chemical treatments are viewed with scepticism due to concerns about consumer acceptance. Across all sectors, consumer behaviour is recognised as a major risk factor. Unsafe practices like washing raw poultry and poor kitchen hygiene are thought to persist, highlighting the need for continued public education and improved on-pack guidance.
Despite progress, several uncertainties remain. There are no reliably effective farm-level interventions, including alternatives such as vaccines. The removal of neck skin raises questions about comparison of results over the years, and whether the reduction in Campylobacter levels in chicken at retail is due to this rather than an overall drop in contamination of the meat. The absence of targeted interventions at portion-producing sites may represent an overlooked risk. Seasonal peaks in contamination are well documented, but the underlying causes and the role of pathogenic strain selection are not fully understood. Finally, alternative sources such as raw milk and backyard poultry warrant more attention.
It was evident that industry stakeholders are continuously trying to improve standards across the supply chain by communicating and collaborating on a regular basis. However, a recurring theme noticed is the disconnect between upstream and downstream stakeholders. Farms often feel powerless, while processors and retailers emphasise the importance of farm-level action. Bridging this gap through improved communication and renewed collaboration—particularly involving smaller retailers and food service providers—is essential. Continued research, stakeholder engagement, and consumer education will be key to sustaining and advancing current gains in Campylobacter control.